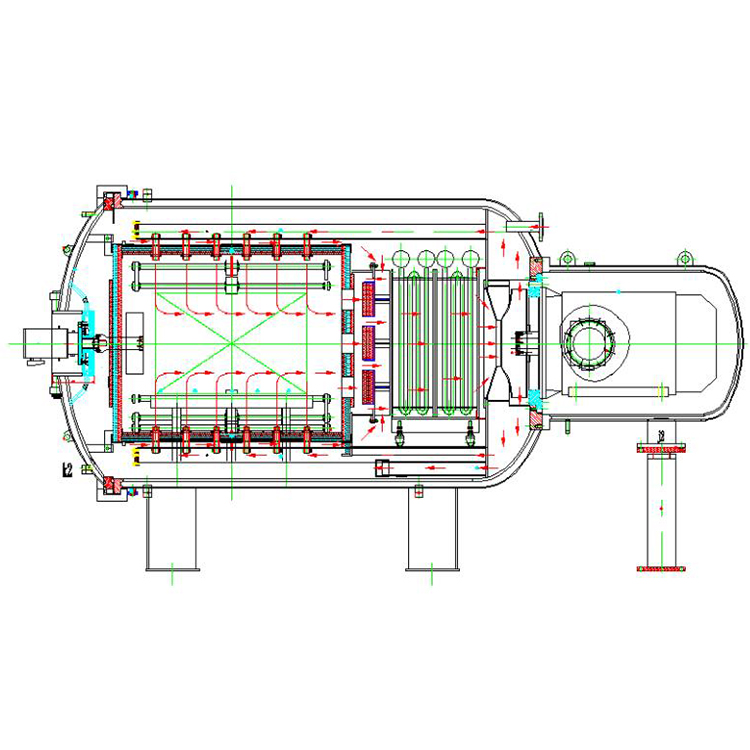
fakuümgasblusoven Horizontaal mei ien keamer




Wat is fakuümgasblusmiddel
Fakuümgasblus is it proses fan it ferwaarmjen fan it wurkstik ûnder fakuüm, en it dan fluch ôfkuolje yn it koelgas mei hege druk en hege streamsnelheid, om de oerflakhurdens fan it wurkstik te ferbetterjen.
Yn ferliking mei gewoane gasblesking, oaljeblesking en sâltbadblesking hat fakuüm hege-druk gasblesking dúdlike foardielen: goede oerflakkwaliteit, gjin oksidaasje en gjin karburisaasje; Goede blusuniformiteit en lytse wurkstikdeformaasje; Goede kontrôleerberens fan blussterkte en kontrôleerbere koelsnelheid; Hege produktiviteit, besparret it skjinmeitsjen nei it blussen; Gjin miljeufersmoarging.
Der binne in soad materialen dy't geskikt binne foar fakuüm hege-druk gasbluskjen, benammen ynklusyf: hege-snelheidsstiel (lykas snijgereedschap, metalen mallen, matrijzen, meters, lagers foar straalmotoren), arkstiel (klokûnderdielen, fixtures, persen), matrijsstiel, lagerstiel, ensfh.
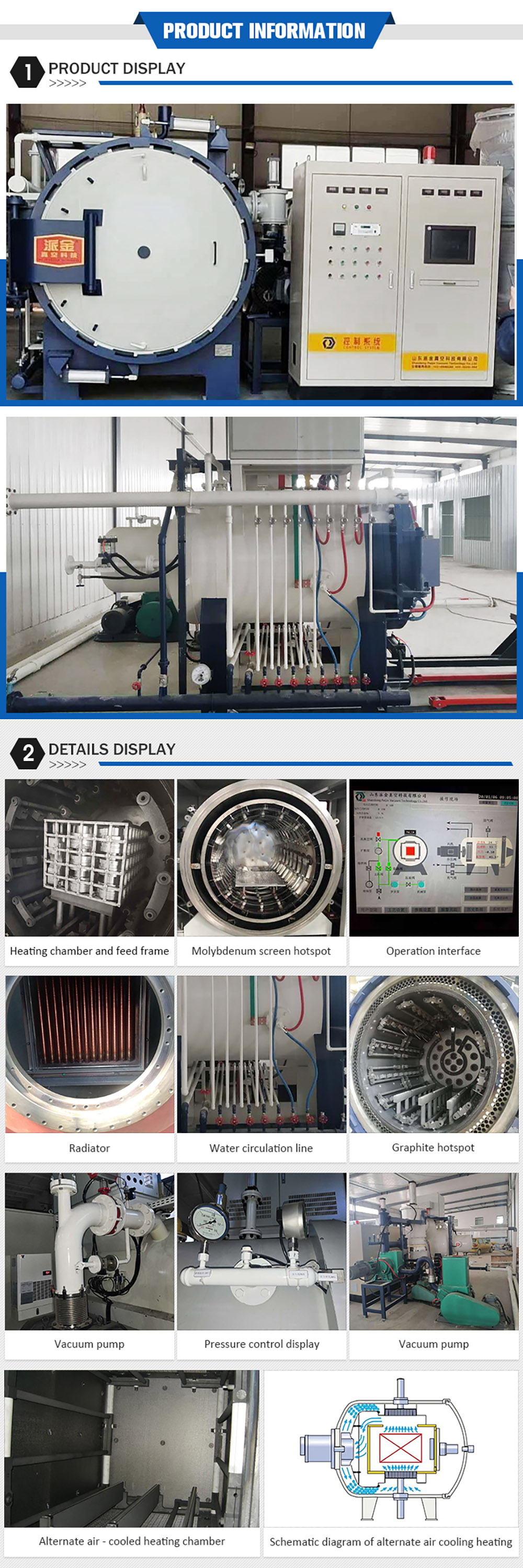
Paijin Vacuum gas quenching oven is in fakuümoven dy't bestiet út in ovenlichem, ferwaarmingskeamer, hjitte mingventilator, fakuümsysteem, gasfillingsysteem, fakuümpartialdruksysteem, elektrysk kontrôlesysteem, wetterkoelingssysteem, gasblussysteem, pneumatysk systeem, automatyske ovenfiedingstrolle en stroomfoarsjenningssysteem.



Oanfraach
Paijin Vacuum gas blussende ovenis geskikt foar it blussen fan materialen lykas matrijsstiel, hege-snelheidsstiel, roestfrij stiel, ensfh.; oplossingsbehanneling fan materialen lykas roestfrij stiel, titanium en titaniumlegering; gloeibehanneling en temperbehanneling fan ferskate magnetyske materialen; en kin brûkt wurde foar fakuümsolderen en fakuümsinterjen.

skaaimerken
1. Hege koelsnelheid:troch gebrûk te meitsjen fan in hege effisjinsje fjouwerkante waarmtewikseler wurdt de koelsnelheid mei 80% ferhege.
2. Goede koeluniformiteit:Loftdûsen binne evenredich en ferspraat om 'e ferwaarmingskeamer pleatst.
3. Hege enerzjybesparring:De loftdûsen sille automatysk slute yn it ferwaarmingsproses, wêrtroch't de enerzjykosten 40% leger binne.
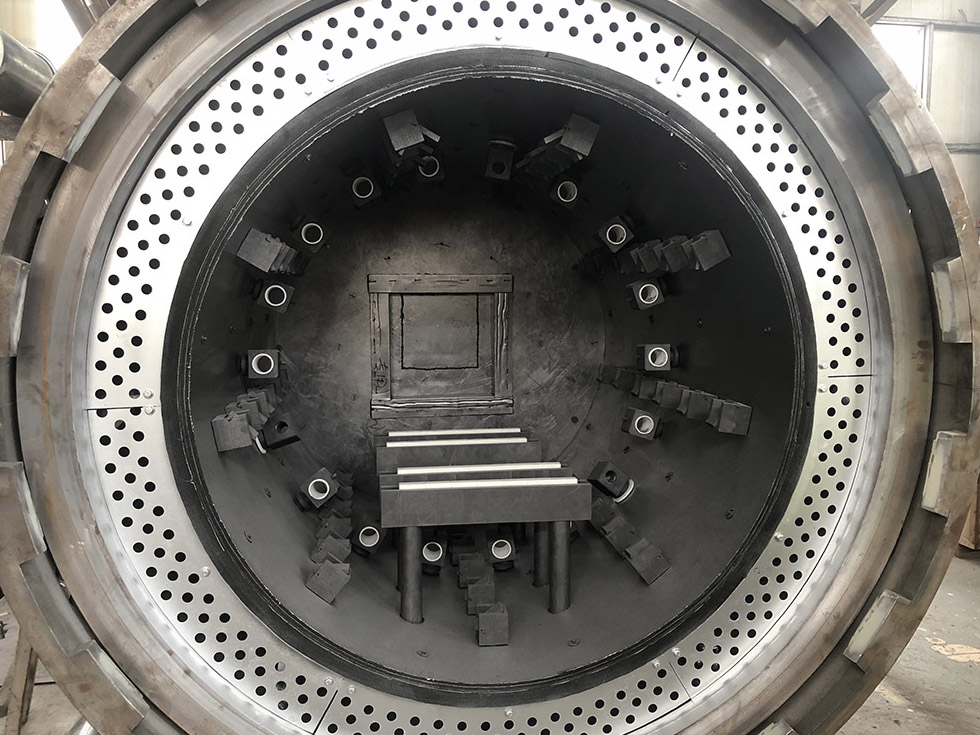
4. Bettere temperatueruniformiteit:syn ferwaarmingseleminten binne evenredich om 'e ferwaarmingskeamer hinne pleatst.
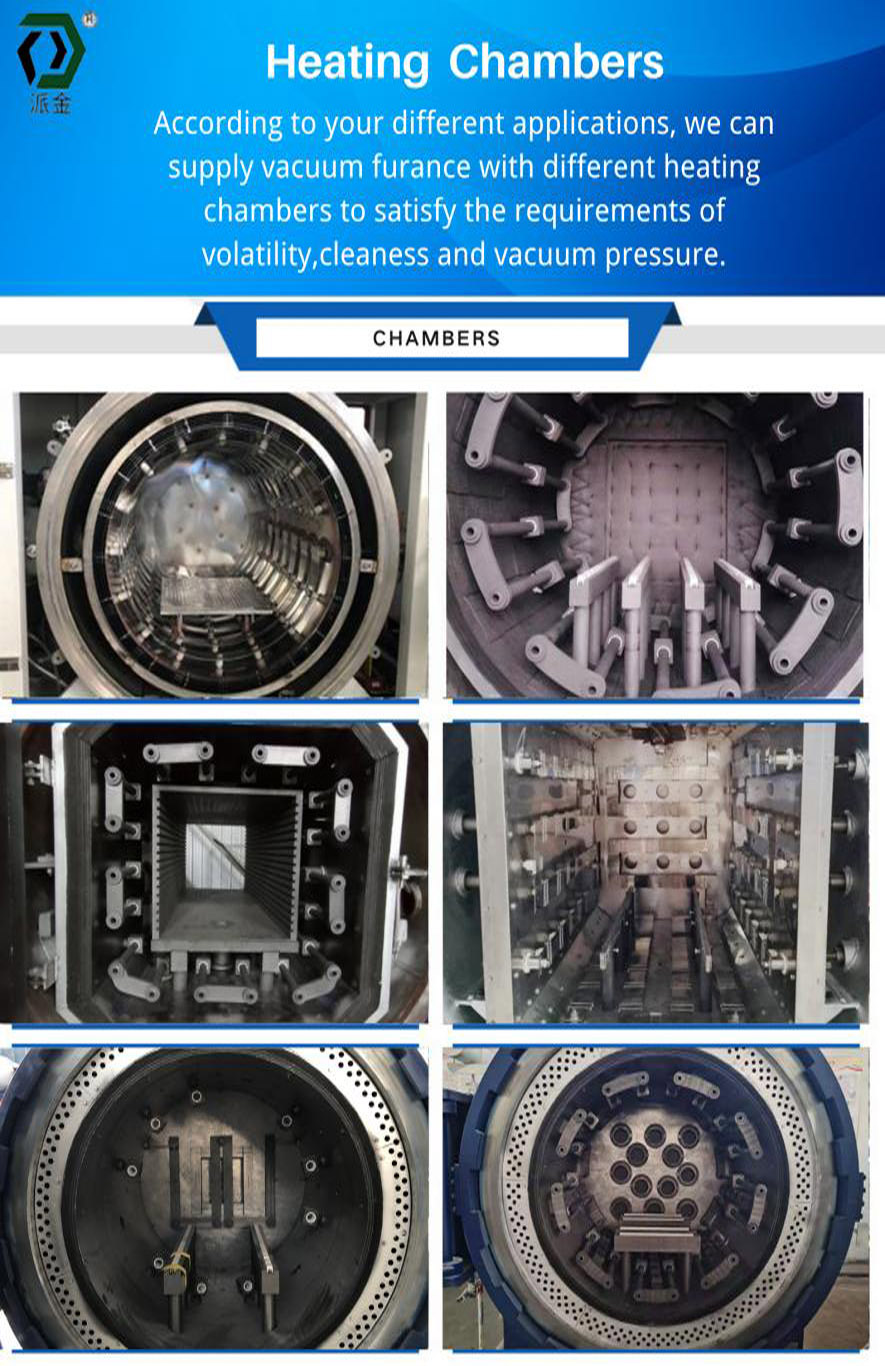
5. Geskikt foar ferskate prosesomjouwings:De isolaasjelaach fan 'e ferwaarmingskeamer is makke troch in gearstalde hurde isolaasjelaach of in metalen isolaasjeskerm, geskikt foar ferskate omjouwings.
6. Smart en maklik foar prosesprogrammearring, stabile en betroubere meganyske aksje, automatysk, healautomatysk of mei de hân alarmearjend en werjaan fan 'e flaters.
7. Frekwinsjekonverzje kontrôle gasblusventilator, opsjonele konveksjeluchtferwaarming, opsjonele 9-punten temperatuerûndersyk, parsjele drukblus en isotherme blus.
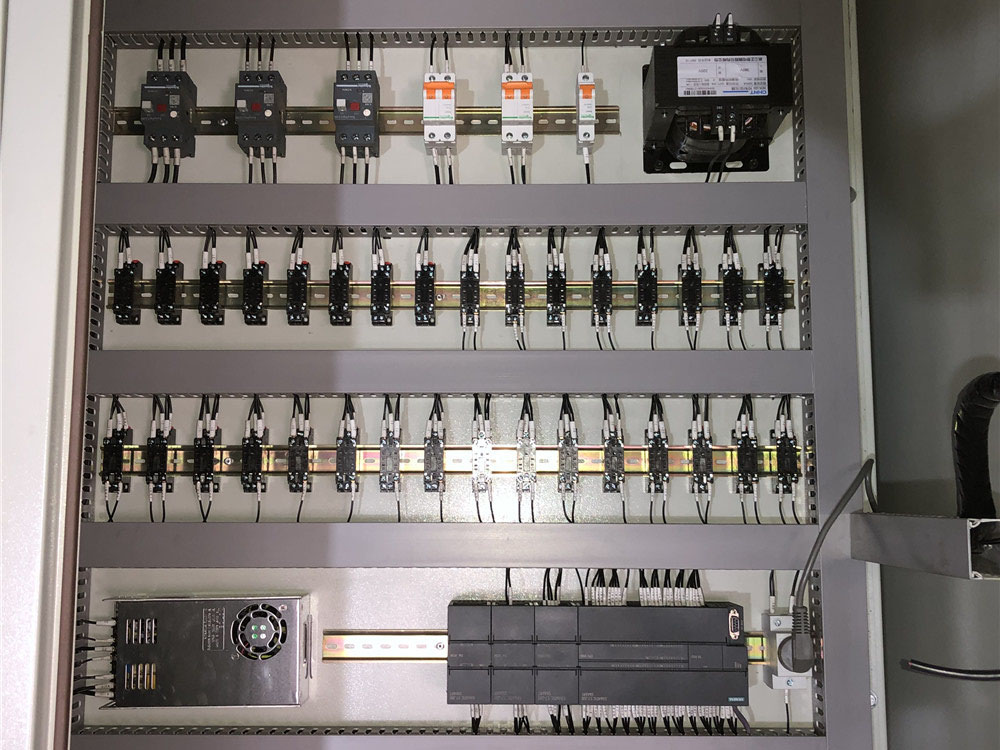
8. Mei in hiel AI-kontrôlesysteem en in ekstra hânmjittich bestjoeringssysteem.
Standert modelspesifikaasje en parameters
| Standert modelspesifikaasje en parameters | |||||
| Model | PJ-Q557 | PJ-Q669 | PJ-Q7711 | PJ-Q8812 | PJ-Q9916 |
| Effektive hjitte sône LWH (mm) | 500 * 500 * 700 | 600 * 600 * 900 | 700 * 700 * 1100 | 800 * 800 * 1200 | 900 * 900 * 1600 |
| Laadgewicht (kg) | 300 | 500 | 800 | 1200 | 2000 |
| Maksimale temperatuer (℃) | 1350 | ||||
| Temperatuerkontrôlekrektens (℃) | ±1 | ||||
| Oventemperatueruniformiteit (℃) | ±5 | ||||
| Maksimale fakuümgraad (Pa) | 4.0 * E -1 | ||||
| Drukferhegingsnelheid (Pa/H) | ≤ 0.5 | ||||
| Gasblusdruk (Bar) | 10 | ||||
| Ovenstruktuer | Horizontale, ienkeamerige | ||||
| Metoade foar it iepenjen fan de ovendoar | Skarniertype | ||||
| Ferwaarmingseleminten | Grafyt ferwaarmingseleminten | ||||
| Ferwaarmingskeamer | Gearstallingsstruktuer fan grafyt hurd filt en sêft filt | ||||
| Type gasblesstream | Fertikale wikseljende stream | ||||
| PLC & Elektryske eleminten | Siemens | ||||
| Temperatuerkontroller | EUROTERM | ||||
| Vakuümpomp | Mechanyske pomp en woartelspomp | ||||
| Oanpaste opsjonele beriken | |||||
| Maksimale temperatuer | 600-2800 ℃ | ||||
| Maksimale temperatuergraad | 6.7 * E -3 Pa | ||||
| Gasblesdruk | 6-20 Bar | ||||
| Ovenstruktuer | Horizontaal, fertikaal, ienkeamer of meardere keamers | ||||
| Metoade foar it iepenjen fan de doar | Skarniertype, Liftingtype, Platte type | ||||
| Ferwaarmingseleminten | Grafytferwaarmingseleminten, Mo-ferwaarmingseleminten | ||||
| Ferwaarmingskeamer | Gearstald grafytfilt, reflektearjend skerm fan alle metalen | ||||
| Type gasblesstream | Horizontale wikseljende gasstream; Fertikale wikseljende gasstream | ||||
| Fakuümpompen | Mechanyske pomp en woartelspomp; Mechanyske, woartels- en diffúzjepompen | ||||
| PLC & Elektryske eleminten | Siemens; Omron; Mitsubishi; Siemens | ||||
| Temperatuerkontroller | EUROTHERM; SHIMADEN | ||||
Kwaliteitskontrôle
Kwaliteit is de geast fan 'e produkten, is it kaaipunt om in fabryk te besluten's takomst. Paijin nimt kwaliteit as de wichtichste prioriteit yn ús deistich wurk. Om de goede kwaliteit fan ús produkten te garandearjen, hawwe wy in soad omtinken jûn oan 3 aspekten.
1. Wichtichst: Minske. De minske is it wichtichste punt yn elk wurk. Wy hawwe folsleine trainingskursussen foar elke nije meiwurker, en wy hawwe in wurdearringsysteem om elke meiwurker te beoardieljen op in nivo (junior, midden, heech), meiwurkers fan ferskillende nivo's wurde beneamd ta ferskate banen mei ferskillend salaris. Yn dit wurdearringsysteem is it's net allinich de feardigens, mar ek taryf yn ferantwurdlikens en flaterpersintaazje, útfierende macht ensfh. Op dizze manier binne arbeiders yn ús fabryk ree om it bêste te dwaan yn syn wurk. En folget strikt de kwaliteitsbehearregels.
2. Bêste materialen en ûnderdielen: Wy keapje allinich de bêste materialen op 'e merk, wy witte dat it besparjen fan 1 dollar oan materiaal úteinlik 1000 dollar soe kostje. De wichtichste ûnderdielen lykas elektryske ûnderdielen en pompen binne allegear merkprodukten lykas Siemens, Omron, Eurotherm, Schneider ensfh. Foar de oare ûnderdielen dy't yn Sina makke wurde, kieze wy de bêste fabryk yn 'e yndustry en tekenje wy in kontrakt foar produktkwaliteit mei har, om te soargjen dat elke komponint dy't wy yn 'e oven brûke, de bêste kwaliteitsprodukten binne.
3. Strikt kwaliteitsbehear: Wy hawwe 8 kwaliteitskontrôlepunten yn 'e prosessen fan ovenproduksje, ynspeksje yn elk kontrôlepunt wurdt útfierd troch 2 arbeiders en 1 fabryksmanager is hjirfoar ferantwurdlik. Yn dizze kontrôlepunten wurde materialen en komponinten, en alle aspekten fan 'e oven dûbeld kontrolearre om de kwaliteit te garandearjen. Uteinlik, foardat de oven de fabryk ferlit, moat it lêste kontrolearre wurde mei waarmtebehannelingseksperiminten.